




Máy dán cạnh HK 465X-1 45°

Thông số kỹ thuật
| HK-465x-1 | |||
| Kích thước tổng thể |
5226*745*1625mm | phôi tốc độ |
20-25m/phút |
|
Độ dày của cạnh ban nhạc |
0,35-3mm | Áp suất định mức | 0,6kg |
| Cân nặng hoạt động | T | Truyền tải công suất động cơ | 4KW |
| Chiều rộng tờ |
40mm | tổng công suất |
12,2kw |
| Độ dày tấm |
9-60mm | Chiều dài xử lý tối thiểu |
150mm |
| điện áp |
380V 50HZ | Các hình thức làm việc |
hoàn toàn tự động |
Đặc điểm máy

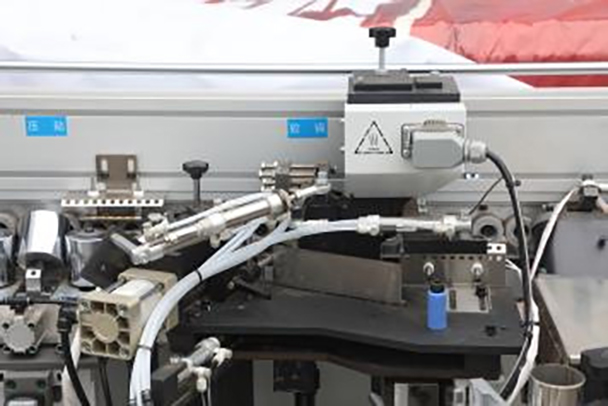
Phay nghiêng trước
Kiểu phay cạnh vát, cơ chế phay cố định 45°, cưa và nghiền cạnh của thớt, giúp hiệu quả bịt kín cạnh vát tốt hơn.
Dán nghiêng
Cơ chế phủ keo và ép cạnh vát có thể phủ đều keo lên cạnh thẳng vát và liên kết liền mạch lớp keo dán cạnh vát.

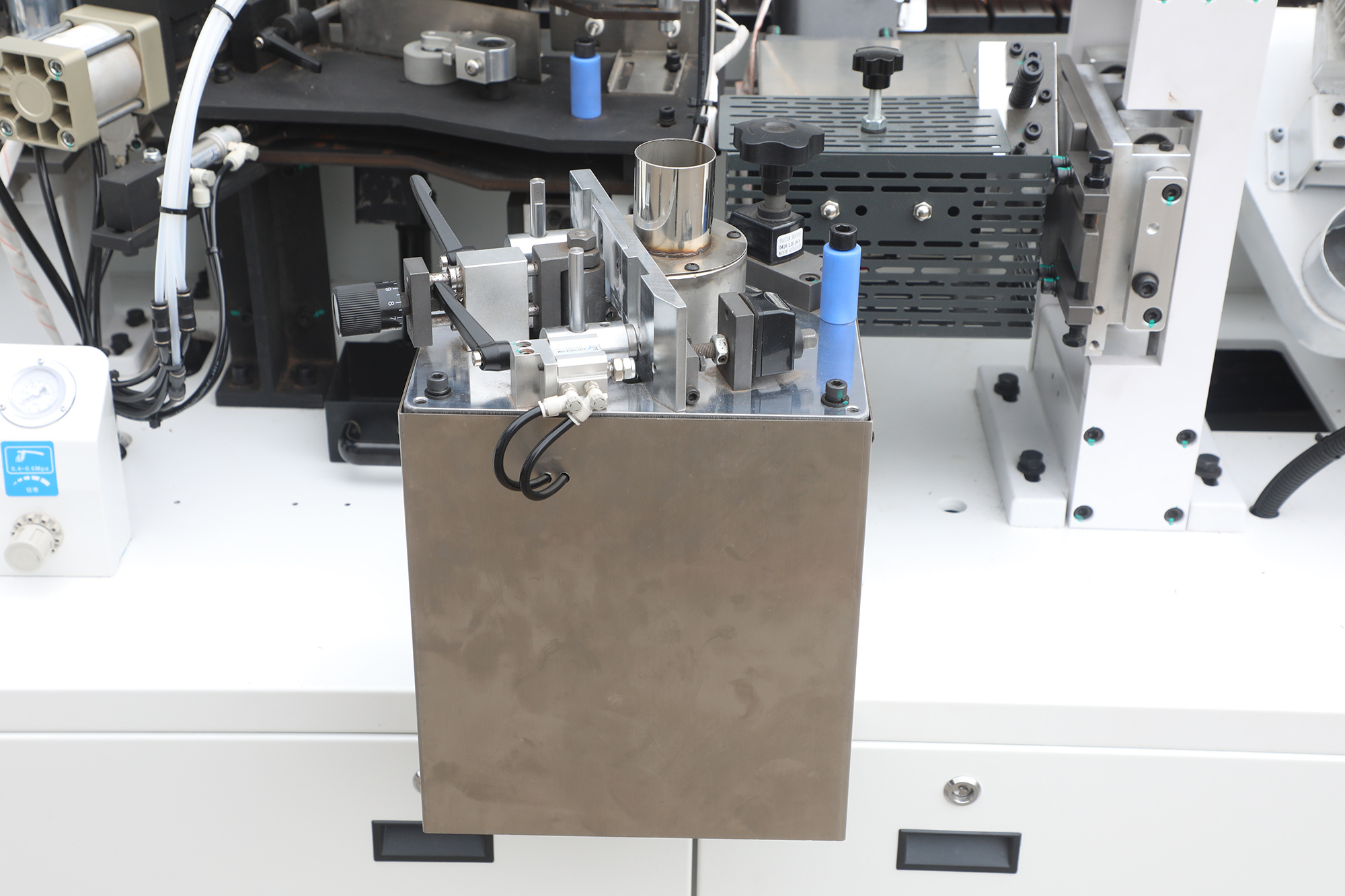
Dán nghiêng
Sử dụng lọ keo để bôi keo vào công tắc khí nén. Keo được bôi đều và đường keo mịn.
Rãnh băng cạnh
Rãnh khía trên viền, khía và khắc băng keo

Đẩy tạ nghiêng
Ép thẳng xiên có thể đảm bảo sự kết hợp hoàn hảo giữa dải viền và cạnh ván, cải thiện vẻ đẹp và độ bền của ván. Quy trình này thường được sử dụng trong sản xuất đồ nội thất, gia công vật liệu trang trí, v.v.
Cắt Cuối
Xả độc lập sử dụng đế đỡ và thanh dẫn hướng riêng biệt để tránh rung động lẫn nhau ảnh hưởng đến hiệu quả xả. Xả trước và xả sau được trang bị thiết bị đệm để tránh rung động do va chạm gây ra một cách hiệu quả.
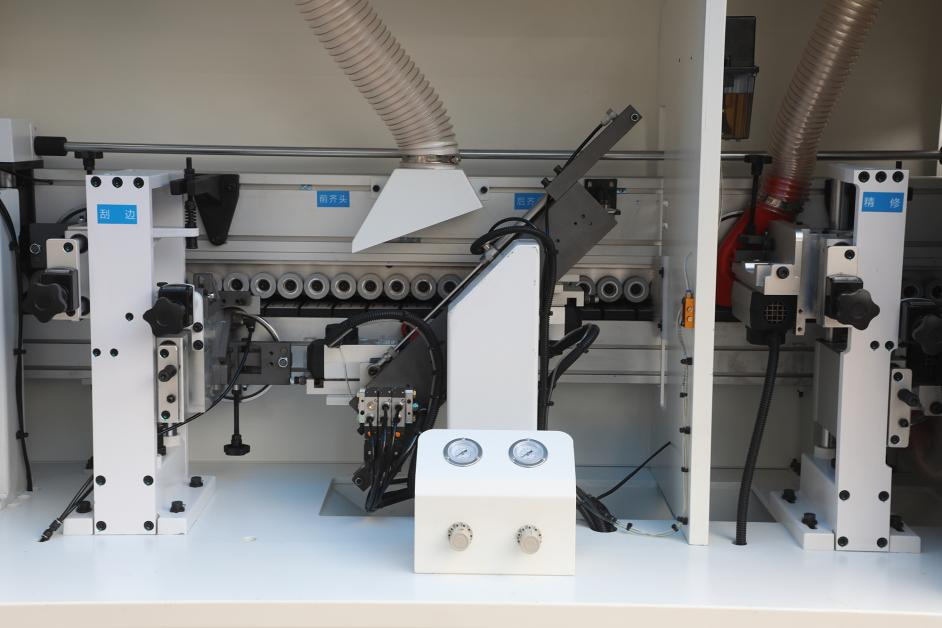

Cạo
Tùy thuộc vào độ dày của viền mép, có thể sử dụng dao cạo mép linh hoạt để cạo. Có thể chuyển đổi dao cạo tự do để viền mép được mịn hơn.
Đánh bóng
Tấm đã qua xử lý được làm sạch bằng hai bánh đánh bóng quay với tốc độ cao, giúp phần được bịt kín cạnh mịn hơn và đẹp hơn, đồng thời giúp bánh đánh bóng mòn đều.





